Colloidal Mill – Working, Benefits & Industrial Applications in Russia (2026 Guide)
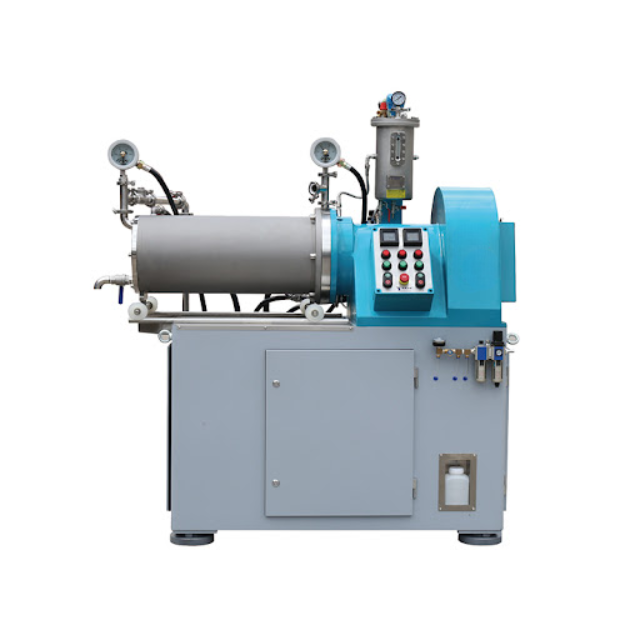
Learn how colloidal mills work, their benefits, and key industrial applications in Russia. Ideal for food, pharma, chemical, and bitumen emulsion industries across Moscow, Saint Petersburg, Kazan, and Novosibirsk. Introduction As Russia continues to expand its manufacturing capabilities, the demand for high-performance mixing and particle-size reduction equipment is increasing. Among these technologies, the colloidal mill remains one of the most efficient machines for creating stable emulsions, dispersions, and suspensions across industries like pharma, food, chemicals, cosmetics, and bitumen processing. This guide explains how colloidal mills work, their advantages, and their growing industrial applications across major Russian cities like Moscow, Saint Petersburg, Kazan, Chelyabinsk, and Novosibirsk. How a Colloidal Mill Works A colloidal mill operates on the rotor–stator principle, where high-speed rotation creates intense shear forces that break particles into fine droplets ranging from 1–5 microns. Working Mechanism Feed enters the milling chamberMaterial such as bitumen, cream, sanitizer, or sauce is pumped into the mill. High-speed rotor rotates inside a stationary statorThe rotor spins at 2,000–20,000 RPM, generating high shear. Particle size reduction occursThe combination of centrifugal force, turbulence, and shear breaks down solids or immiscible liquids. Uniform emulsion/dispersions are producedOutput is consistent, smooth, and stable — ideal for industrial-grade emulsification. This makes colloidal mills highly reliable for continuous production in Russian factories. Key Benefits of Colloidal Mills ⭐ 1. Ultra-Fine Particle Size Ensures uniform droplet size and smooth texture — essential for pharmaceuticals, cosmetics, and food products. ⭐ 2. High Production Efficiency Supports continuous processing, ideal for medium and large-scale Russian manufacturers. ⭐ 3. Handles High Viscosity Materials Perfect for heavy materials used in bitumen emulsion, paints, and adhesives. ⭐ 4. Low Maintenance and Long Life Stainless steel construction ensures durability in harsh Russian climates and heavy industrial use. ⭐ 5. Consistent and Stable Emulsions Critical for products like K1-70 bitumen emulsion, ointments, sauces, and disinfectants. ⭐ 6. Adjustable Rotor-Stator Gap Allows fine-tuning of particle size based on industry requirements. Top Industrial Applications of Colloidal Mills in Russia Colloidal mills are widely used across several Russian industries: 1. Bitumen Emulsion Industry (Road Construction) Cities like Moscow, Kazan, and Chelyabinsk have major infrastructure projects, driving demand for colloidal mills. Applications: Cationic bitumen emulsion K1-70 and K2-50 grades Tack coat and surface dressing Cold mix production Colloidal mills ensure stable, uniform bitumen droplets needed for durable Russian roads. 2. Pharmaceutical Manufacturing Saint Petersburg and Moscow have major pharma clusters. Used for: Creams and ointments Syrups and suspensions Vaccine adjuvants Antiseptic formulations Colloidal mills deliver high hygiene standards and fine emulsions, essential for regulated pharma production. 3. Food Processing Industry Cities like Novosibirsk and Kazan rely heavily on food manufacturing. Applications include: Sauces and dressings Dairy processing Chocolates and spreads Beverage emulsions Produces smooth, stable, and consistent food-grade mixtures. 4. Chemical & Cosmetic Industry In Moscow and Saint Petersburg, the cosmetics and chemical industries use colloidal mills for: Shampoo & conditioner Lotion & creams Paints & dyes Detergents and cleaning agents Their ability to handle viscous and complex formulations makes them ideal for Russian chemical plants. 5. Adhesives, Lubricants & Sealants Russian industries manufacturing industrial adhesives, greases, and sealants depend on colloidal mills for precision mixing. Why Russian Industries Prefer Colloidal Mills High durability for cold climates Low energy consumption Suitable for both batch and continuous processes Ability to work with corrosive materials Reliable performance in 24×7 Russian factory environments Conclusion A colloidal mill is a powerful and versatile machine essential for bitumen, pharma, chemical, cosmetic, and food industries across Russia. With rising industrial expansion in cities like Moscow, Saint Petersburg, Kazan, Novosibirsk, and Chelyabinsk, choosing a high-quality colloidal mill ensures efficient production, consistent output, and long-term durability.