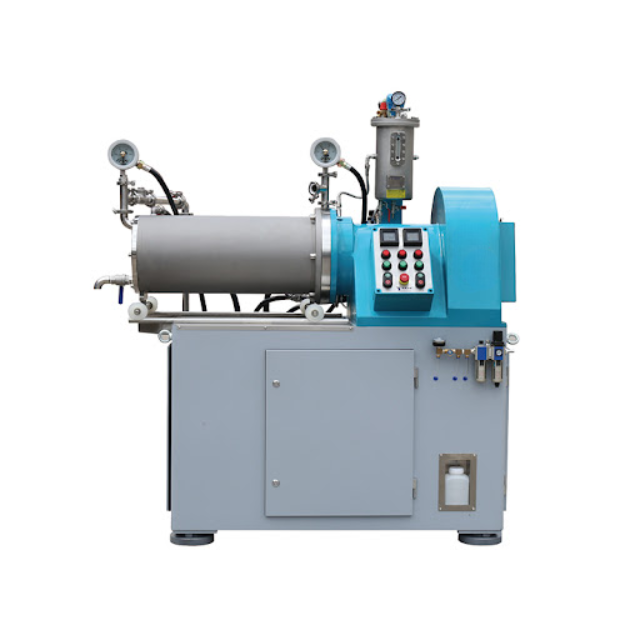
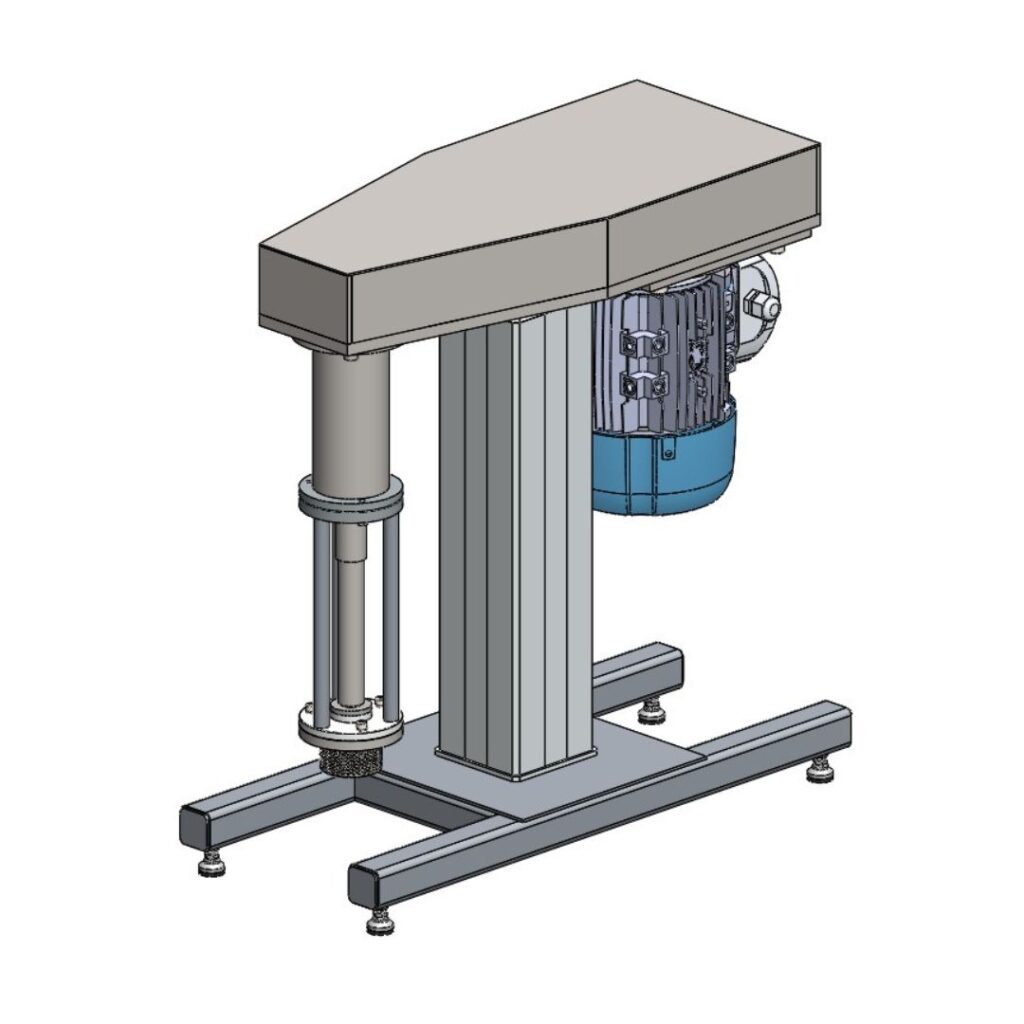
In today’s fast-evolving industries, from pharmaceuticals to food processing and biotechnology, the role of laboratory homogenizers and mixers has become more crucial than ever. Whether it’s developing a new drug, testing cosmetic formulations, or creating innovative food products, small-scale mixing and homogenizing equipment forms the backbone of research and product development. These machines are specifically designed to handle small batches with precision, ensuring uniformity, reproducibility, and high-quality results before scaling up to full-scale production. Why Laboratory Homogenizers & Mixers are Essential Laboratory homogenizers and mixers are compact yet powerful machines used to blend, emulsify, disperse, or break down particles into fine sizes. Their primary role is to deliver consistent results in experimental trials, enabling researchers to refine formulations and validate processes before moving into larger manufacturing systems. Here’s why they are indispensable in modern labs: Precision & Accuracy: Unlike traditional stirring or blending, homogenizers and mixers provide uniform particle size distribution, ensuring consistency in texture, stability, and performance. Time & Cost Efficiency: By testing formulations on a small scale, organizations save time and resources, reducing risks before scaling up. Versatility: From handling viscous creams in cosmetics to delicate cell structures in biotech research, these devices are adaptable for various industries. Scalability: Results achieved in the lab can be easily replicated in pilot or industrial-scale machines, ensuring smooth transition to production. Applications Across Industries Laboratory homogenizers and mixers are widely used across diverse sectors: 1. Pharmaceutical & Biotechnology Research In pharma labs, homogenizers are used for suspensions, emulsions, and drug formulations. They play a key role in breaking down active ingredients into nano or micro-sized particles, improving solubility and bioavailability. Biotech researchers also rely on them for cell lysis, DNA/RNA extraction, and protein studies. 2. Food & Beverage Testing From sauces to dairy products, lab mixers help test recipes, enhance textures, and improve shelf-life stability. They allow food technologists to experiment with small-batch samples before launching large-scale production. 3. Cosmetics & Personal Care Laboratory homogenizers are essential for producing creams, lotions, serums, and emulsions. They help achieve a smooth consistency while ensuring stability of active ingredients in skincare and haircare products. 4. Chemical & Paint Formulations In chemical and coatings industries, lab mixers help researchers develop paints, adhesives, and specialty chemicals by ensuring uniform dispersion of pigments and fillers. Types of Laboratory Homogenizers & Mixers Different lab setups require different mixing techniques. Some common types include: High-Shear Laboratory Homogenizers – Ideal for emulsification and reducing particle size. Probe Sonicators – Used in biotech for breaking cell walls and extracting proteins or DNA. Magnetic Stirrers & Overhead Mixers – Simple yet effective for basic mixing tasks. Rotor-Stator Lab Mixers – Provide powerful shear forces for stable emulsions. Mini Bead Mills – Suitable for grinding pigments, nanoparticles, or biological samples. Each of these is selected based on the material’s viscosity, volume, and desired outcome. Advantages of Using Laboratory Homogenizers & Mixers Consistency in Results – Reliable reproducibility ensures accurate testing outcomes. Small Batch Flexibility – Ideal for R&D where only limited sample sizes are needed. Cost-Effective Development – Saves resources by reducing waste during testing. Supports Innovation – Enables researchers to experiment with new formulations. Smooth Scale-Up – Laboratory results can be directly scaled to pilot and industrial production. Choosing the Right Laboratory Homogenizer or Mixer When selecting lab equipment, researchers should consider factors like: Sample Size: Some homogenizers handle micro-liter samples, while others can handle liters. Viscosity of Material: Highly viscous materials need more powerful shear mixers. Desired Output: Whether it’s nanoemulsions, cell disruption, or pigment dispersion, the machine should match the application. Scalability: Choose equipment whose results can be replicated in pilot-scale or production-scale models. Future of Laboratory Homogenizers With industries moving toward nanotechnology, precision medicine, and functional foods, the demand for advanced lab-scale homogenizers is increasing. Modern designs now incorporate digital controls, automated features, and real-time data monitoring, making them more efficient and user-friendly. Conclusion Laboratory homogenizers and mixers play a pivotal role in research, testing, and small-batch production. They empower industries like pharma, food, cosmetics, biotech, and chemicals to innovate, refine formulations, and achieve high-quality results on a small scale before entering mass production. By ensuring accuracy, reproducibility, and efficiency, these devices act as the bridge between research innovation and industrial success. FAQs 1. What is a laboratory homogenizer used for?A laboratory homogenizer is used to blend, emulsify, disperse, and break down particles in small-scale samples for research and product development. Industries like pharma, food, biotech, cosmetics, and chemicals use them to test formulations before scaling up to production. 2. Which industries in India commonly use laboratory homogenizers and mixers?Laboratory homogenizers are widely used in: Pharmaceuticals & Biotech – for suspensions, emulsions, cell lysis, DNA/RNA studies. Food & Beverages – for sauces, dairy, and nutraceutical testing. Cosmetics & Personal Care – for lotions, serums, and emulsions. Chemicals & Paints – for pigment dispersion and adhesives. 3. What are the main types of laboratory homogenizers?Common lab homogenizers include: High-shear laboratory homogenizers Probe sonicators Rotor-stator lab mixers Magnetic stirrers & overhead mixers Mini bead millsEach is selected based on sample size, viscosity, and application. 4. How do I choose the right laboratory homogenizer in India?When selecting, consider: Sample size capacity Viscosity of material Desired output (nanoemulsion, cell disruption, pigment dispersion) Scalability to pilot or industrial production Material of construction (SS304/SS316 for pharma/food compliance) 5. What is the future of laboratory homogenizers in India?The demand for advanced lab-scale homogenizers is rising in India due to growth in nanotechnology, functional foods, and biotech research. Modern lab homogenizers now feature digital controls, automation, and real-time monitoring, making them smarter and more efficient for R&D.